

/image%2F1239213%2F20161114%2Fob_8a6cee_roberto-cafe-gella-2016.jpg)
La torche , image EWM
Nouveau! suivez moi sur ma chaîne youtube. Voir lien ci-dessous
/https%3A%2F%2Fi.ytimg.com%2Fvi%2FSwGlUd4x1wA%2Fhqdefault.jpg)
Le soudage à l'électrode enrobée, fusion localisée
soudage à l'électrode enrobée , fusion localisé.
https://www.youtube.com/watch?v=SwGlUd4x1wA&feature=youtu.be
Nouveau! chaîne sur youtube par le même auteur.
Généralité
Généralité
Ce procédé de soudage dit:" semi-automatique" peut aussi être
nommé: "soudage automatique".
Ce procédé, est semi, car l'opération de soudage est contrôlée par un ouvrier qui utilise la torche pour souder en position.
Le poste de soudage est aussi appelé M.A.G ou M.I.G. qui dérive de l'abréviation
Anglaise qui signifie:'' Métal Actif Gaz ou Métal Inert Gaz''.
Par gaz, on doit comprendre, que le gaz a une influence sur le résultat, à l’endroit du cordon de soudure.
1.1. Comment fonctionne ce procédé de soudage
À travers un poste à souder électrique,branché au primaire, à l'endroit de la torche la sortie du secondaire, se créé un arc électrique, lorsqu'un fil fusible passe par un tube contact et touche la pièce à souder reliée à la masse en cuivre . Ce fil fin est enroulé sur une pièce en forme de roue et a en général un poids de 15 kg. L’épaisseur de ce fil varie de 0,6 à 3,2 mm selon sa composition.
1.2. Le soudeur comme : ''Spidy Gonzales''
Étant donné que l’arrêt pour recharger la torche ne se fait pas de la même manière qu'au procédé à l'électrode enrobée, chalumeau et TIG, Il en résulte un grand rendement de production .
On peut automatiser ce procédé pour des soudures fastidieuses, par exemple sur des pièces à fabriquer en série.
Un jour au début de ma carrière de soudeur, je me suis retrouvé à travailler, pour l'entretien, dans un atelier de production. Là , un jeune soudeur devait assembler par fusion 600 pièces par jour, en forme de T !
Cet assemblage comprenait deux cordons en descendant de 50 mm. Automatiser le procédé pour ce genre de travail est à mon sens justifié, pour ne pas abrutir le soudeur.
D’ailleurs l'ouvrier m'a confié :'' il n'avait pas fait une formation pour finir sur ce genre de travaux.''
1.3. Soudeur en pénurie, le semi à la rescousse
De par la pénurie dans le monde du soudage .L'ingénieur se voie offrir la possibilité de développer ce procédé pour différents travaux. D’ailleurs, il vous suffit de faire des recherches sur le net pour en être convaincu.
Voici une vidéo et le procédé de soudure que vend la société Roboteco, Le cas type, d'un procédé de soudure automatique, au M.A.G . !
/https%3A%2F%2Fi.ytimg.com%2Fvi%2FjZI6k5pp5Mc%2Fhqdefault.jpg)
Robot Panasonic per saldatura MIG scarichi veicoli commerciali
Uploaded by RobotecoSpa on 2013-02-06.
Robot panasonic, poste à souder M.IG dit automatique.
Fixez-vous l'objectif de nommer les élements
2.1 soudure, passe-moi la pièce, là !
J'ai eu la possibilité de passer un test pour une sélection d’embauche pour deux postes à pourvoir, en tant que formateur, pour un centre de formation professionnelle.
Nous étions environ 200 à passer ce test. Toutefois, seulement huit ont réussi ! J'étais parmi ceux-là. Quelques jours plus tard j'ai eu un rendez-vous pour un autre test qui départageait les postulants .
L'examen était simple. Il fallait nommer les différents ustensiles usuels du métier. Étant donné que les formateurs choisis devaient connaître la mécanique et électricité, domaine où je ne maîtrise pas grand chose , je n'ai pas été déçu d'avoir échoué lors de ce deuxièmes test de sélection.
Mais, une chose que j'ai apprît, lors de cet entretien est la suivante , il faut connaître les noms des outils que nous utilisons dans notre métier .
2.2 Soudage au M.A.G. et M.I.G
2.2 a) Que signifie M.A.G. ?
Tout simplement, M comme Métal, A comme Actif, G comme Gaz.
Ce nom nous fait comprendre que le gaz, a, un grand rôle dans la création du cordon et sa pénétration.
Pour le soudage des aciers inox, les gaz actifs sont entre autre :
Mélange binaire = d'argon + oxygène (O2), argon + Co2,
Mélange tertiaire = argon+ Co2 + O2, argon +hydrogène (H2)
Que signifie M.I.G. ? Tout simplement M comme Métal, I comme Inerte , G comme Gaz.
- Seul: l'argon , Mélange binaire: d'argon - hélium (arc plus chaud) (gaz inerte).
Voici un dessin de l'influence des gaz sur la pénétration
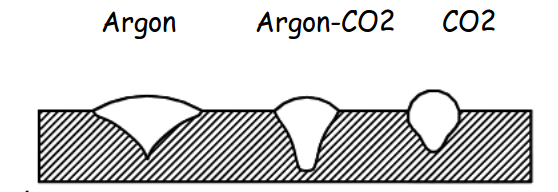
Piscart André, cour de soudage au MAG,Seraing 2005

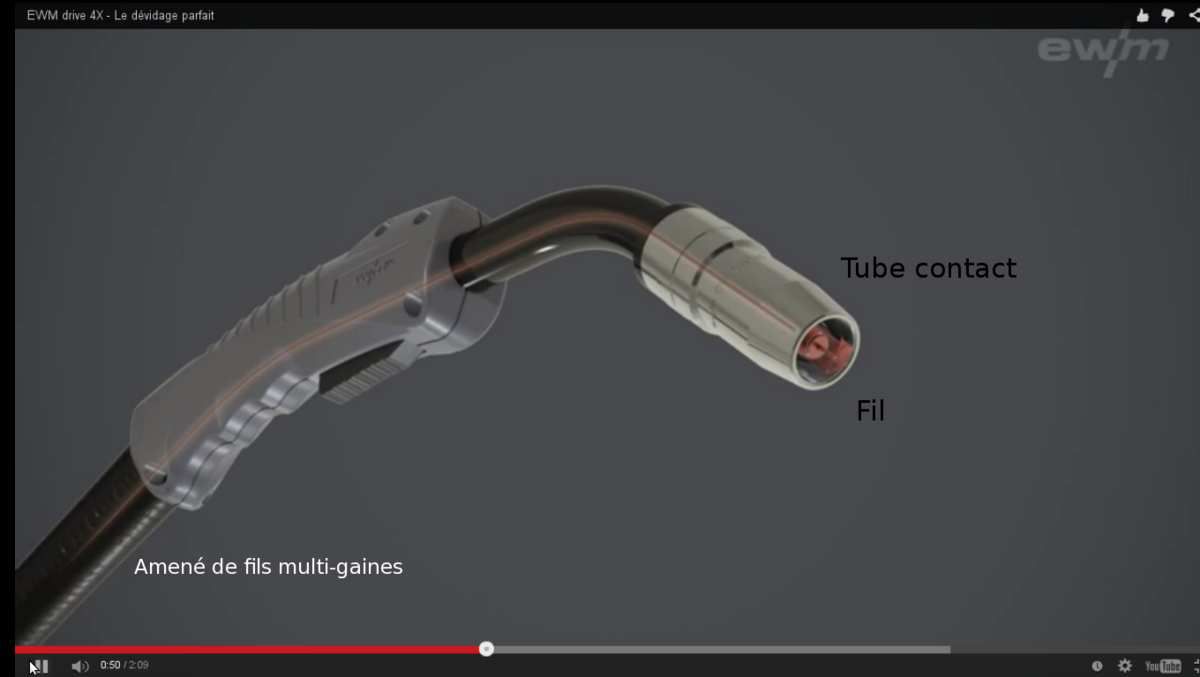
torche EWM, image détaillé par Granato Roberto
3. Soudage au semi-automatique, la torche
Soudage, what your name. My name is:'' torche !''
Voici un objectif que je vous invite à vous fixer. Il consiste à retenir les noms des différents éléments qui composent une torche du semi-automatique. Cependant si l'étude n'est pas votre truc , ne vous découragez surtout pas. Ne retenez pas les noms par cœur, non! Regardez cette image, lisez régulièrement les noms qui correspondent aux pièces et suivez les flèches qui indiquent la pièce . Si vous êtes débutant cet exercice est important.
Par ailleurs, imaginez que vous demandiez à votre magasinier une pièce:'' qui va là ! '' ? Que de temps perdu!
Le magasinier vous fera probablement une mauvaise publicité. Votre pièce, qui est un consommable, fait partie des centaines de pièces que votre magasinier doit connaître et commander. Ce dernier vous sera reconnaissant si vous la nommez!
Il y a un autre grand avantage de connaître ces noms avec précision. Celui, et pas des moindres, d'acquérir plus d'assurance professionnelle.
Toutefois, ne soyez pas étonné, lorsque vous constaterez, qu'un grand nombre de soudeurs chevronnés ignorent quelques noms qui composent la torche.
3.1. Soudage au M.A.G. La torche détaillée ?
My name is Buse. James buse,
Je suis Monsieur buse . Mon rôle est de concentrer le gaz de protection juste sur le bain de fusion. Grâce à moi les composants qui sont naturellement présents dans l'air ne s'introduiront pas dans le bain fusion ce qui empêchera les défauts de soudure de porosité et rendre la soudure cassante.
Buse pour torche MAG . Image prise dans le catalogue de la société EWM
My name is diffuseur . James le diffuseur,
Je suis caché par la buse. Grâce à ma présence, le gaz est divisé et ne va pas directement sur le bain de fusion. Cela permet au gaz d'être bien distribué sur et autour du fil fusible, métal d'apport, et sur le métal de base, la pièce à assembler, pour résumer sur le bain de fusion.
diffuseur de gaz pour torche MAG. Image prise dans le catalogue de la société EWM
My name is le tube contact . James le tube contact,
Mon rôle est de permettre à l’électricité de passer par mon intermédiaire pour créer un arc électrique au bout de la torche. À mon contact, le fil fusible, en acier, inox, ou autre, de diamètre de 0,6 à 3,2 mm, est chargé en électron et permet au contact de la pièce à assemblé ou métal de base, un arc électrique créant une flamme d'une température de 5000° Celsius et la fusion du métal d'apport et simultanement métal de base.
Tube contact procédé de soudure MAG. Image prise dans le catalogue de la société EWM
My name is gaines, gaines de fil fusible.
Mon rôle est de faciliter le passage du fil fusible qu'il soit d'acier, inox, aluminium et autre qui pousser par un moteur le fil jusqu'au bout de la torche. Il faut savoir que des kilomètres de fils sont utilisés pour les travaux du soudeur.
Les gaines aident le passage de tous ses fils et chaque fil a besoin d'une gaines qui lui est propre. J'ai eu l'occasion lors de mon travail de spécialisé en métaux d'apports pour lutter contre l'usure de vendre du fils fusible spéciale et j'ai du vendre une gaines en téflon. Pourquoi? La gaine standard bloquait le fil.
Gaines pour fil fusible et gaz. Image prise dans le catalogue de la sociéte EWM
My name is col de cygne, James col de cygne.
Mon rôles est d'aider le soudeur à souder dans des angle difficile d’accès ou des positions spécifiques. Je me positionne ainsi, selon la pièce à assembler et le lieu du cordon de soudure , le plus près possible de joint à souder.
Ainsi, j'existe pour plusieurs angles de 22°, 36°, 45 ° etc...

Poste semi automatique devidoir incorporé ,sociètée eWM
4 . Soudage au semi-automatique, le dévidoir
Pour souder deux éléments ensemble, il faut aussi, je dirai même il faut souvent, du métal d'apport.
Dans le procédé appelé selon les régions le M.A.G ou M.I.G.. Le métal d'apport passe dans la torche de soudure grâce, en amont, un engrenage motorisé qui pousse le fil à travers une gaine jusqu’à l'orifice du tube contact et la pièce à assembler.
4.1 Poste à souder au semi avec dévidoir incorporé.
Il existe plusieurs modèles de poste à souder au M.A.G., M.I.G.
En voici un, ci-dessus en image, avec le dévidoir incorporé.
L'avantage de ce modèle, le dévidoir n'est pas encombrant, et l'ensemble du procédé est facilement transportable.
Société EWM, poste à souder au M.A.G.
Société EWM, poste à souder au M.A.G.
4. 2 Poste à souder au semi avec un dévidoir mobile
Il existe d'autres procédés de soudage du même type avec un dévidoir détachable. L'avantage n'est pas négligeable. Vous pouvez le poser sur une potence. Grâce à cette même potence, la torche, qui a un certain poids, n'est pas à charge du soudeur.
Toutefois , grâce à certains procédés de soudage au MAG avec dévidoir mobile.Le soudeur peut souder à une distance d'un rayon de 30 à 50 m. ce qui facilite le déplacement et aussi le rendement.
Société EWM, poste à souder au M.A.G. dévidoir mobile

Soudage au M.A.G. dévidoir mobile
4. 3. Soudage au M.A.G, M.I.G. Dévidoir, ouvre-toi !
Dévidoir détaillé
Lorsque vous ouvrez la partie du poste à souder à l'endroit du dévidoir. Vous y découvrez le métal d'apport enroulé autours d'une structure circulaire en acier ou pas à la forme d'une roue de dimension standard.
Le métal d'apport est dit:" le fil fusible ". Ce fil se présente ou se vend sous différentes nuances.
Acier, inox, aluminium, cuivre etc...
Dans la partie de gauche dans l'image ci-dessous.Voyez le fil fusible .
Société EWM, poste à souder nommé drive 4X LP 1.2MM 37MM 660MM, Allemagne

Soudage semi automatique au M.A.G. ,devidoir ouvert, image EWM
4. 4 Soudage au M.A.G, M.I.G., le moteur, l'engrenage
Mais ce qui fait avancer le fil fusible est un moteur présent (voir dans l'image ci-dessous.)
Comme vous pouvez le constater, ce moteur active un engrenage bien étudié, permettant l'avancement du fil fusible jusqu’à la sortie de la torche.
La particularité du procédé ? On peut souder et créer des dizaines de mètres de cordons, sans arrêt de rechargement de baguette, comme dans le cas du soudage à l'électrode enrobée.
Sociètè EWM, poste à souder au M.A.G. dévidoir engrenage, Allemagne

engrenage avec moteur image sociètè EWM
Par dessus de cet engrenage, (voir image ci dessous) il se trouve les galets qui permettent un serrage et un réglage précis sur le fil fusible. Cette pression, quand elle se fait sur le fil celui-ci est obligé d'avancer vers la sortie, à l'endroit de l'orifice du tube contact.
Sur ces galets les constructeurs y ont faits une entaille avec une forme en V ou U . Qui est à adapter soit pour le fil fusible en l’aluminium, l'acier et autres.
Selon les marques les galets sont démontables au moyen d'outils ou grâce à un mécanisme plastique solide et simple.
Société EWM, poste à souder au M.A.G. les galets, Allemagne
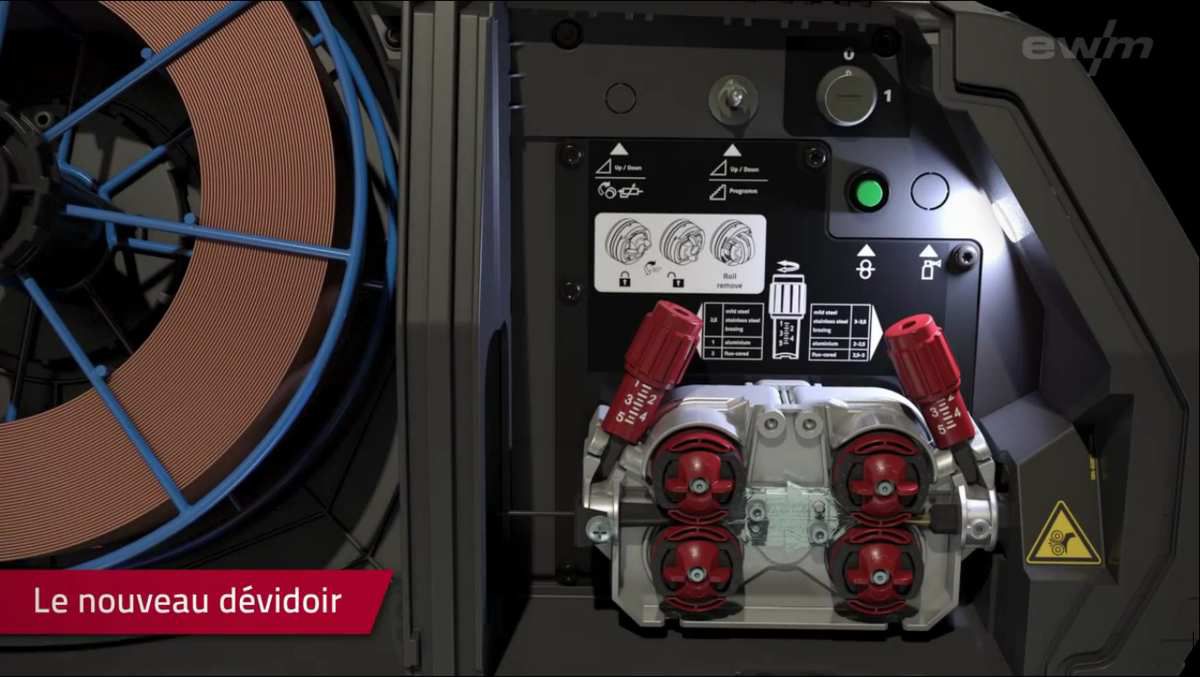
Galet image EWM

5. Soudage au semi-automatique, le réglage de l'intensité
Pour souder au procédé de soudage au M.A.G., il faut travailler sur deux paramètres. La tension et la vitesse du fil.
Sur chaque poste à souder au M.A.G. Vous trouverez, sur le panneau de commande, les boutons de réglages accompagnés de numéros, correspondant à une certaine vitesse et intensité ou créant un mode de transfert.
5.1 Soudage au M.A.G. en mode de transfert "short-arc"
Il existe plusieurs réglages possibles avec le procédé de soudage au semi-automatique.
-
Vous avez le transfert en mode "short arc" traduit en français "court-circuit", métal "en consistance pâteuse".
-
Vous avez le transfert en mode "globulaire".
-
Vous avez le transfert en mode "spray-arc", transfère de métal "liquide" .
Je dis souvent, pour faire court :" basse intensité pour le mode "short- arc" , moyenne intensité "mode globulaire" , haute intensité pour le mode "spray-arc."
N'oublions pas que le volt "V" ou la tension, crée, aussi de "l'intensité" ou l'ampérage "A".
Si vous débutez avec ce procédé de soudure. Il est impératif, de vous familiariser avec ces différents termes, mais aussi, contrôlé ses différents modes de transferts de métal obtenus grâce aux réglages.
Pourquoi? Car selon la pièce, son épaisseur et la position de soudure , vous aurez le résultat escompté grâce à la maîtrise des paramètres adaptés.
Voyons d'abord le tableau de commande.
EWM panneau de contrôle d'un poste à souder au M.A.G.
Dans l'image ci-dessus, vous découvrez, à droite, un bouton de réglage avec les mesures en volts, symbolisé par la lettre "V" .
À gauche un bouton de réglage avec une vitesse de dévidage de fil avec les mesures de fil par minute.
L'intensité, symbolisé par la lettre "V", permet d’atteindre une température de fusion adaptée à la proportion de fil arrivant à une vitesse précise. Pour rappel l’acier fond à une température de 1540° Celsius .
Les boutons sont accompagnés d'une graduation de 1 à 12 ou plus selon les modèles, et dans d'autres cas, des dessins ou symboles, comme dans cette image ci-dessus.
5.3 Soudage au semi-automatique, le mode de transfert dit : "short-arc"
Le film qui va suivre,réalisé par la société E.W.M. , le transfert métallique est vue au ralenti.
Le fil est filmé à la sortie de la buse.
Vous découvrez l'arc électrique qui est à l'origine de la fusion du métal d'apport et de base . Ce que vous ne voyez pas bien entendu c'est le, ou les gaz de protection.
Vous constatez, aussi au milieu de l'image, le métal fondant et nourrissant le cordon de soudage tout en permettant la relance de l'arc électrique.
Toujours à cet endroit, en partant du milieu vers le coté gauche de l'image, vous avez le métal ou le fil métallique, en état solide, qui fond régulièrement en formant une boule métallique pâteuse pour débuter et qui en ce détachant est comme aspiré vers le bain de fusion.
Le soudeur en déplaçant la torche, il crée un bain de fusion bien nourris qui progressivement passe de l'état liquide et solide. Ce qui favorise simultanément la fusion du métal de base, le fil fusible et in finé la création du cordon de soudure.
Dans la soudure d'une pièce à assembler , le métal d'apport et le métal de base le résultat du joint à souder localisé sont en état liquides, et se décline en état solide comme dans le film, ce qui permet la création du cordon de soudure à l'endroit du joint .
Voici en vidéo le mode de transfert dit "short-arc"
/https%3A%2F%2Fi.ytimg.com%2Fvi%2F36QGUeG8G4o%2Fhqdefault.jpg)
This innovative process offers perfect possibilities for positional welding.
EWM Arc film : Short arc
Remerciements
Je remercie la société EWM pour sa permission d’utiliser les images qui illustrent mon article.
Je vous remercie de m'avoir lu, et, n'oubliez pas de laisser un commentaire, partager , de vous abonner.
Granato Roberto